
Control Tablet Film Coating Defects Before They Spread
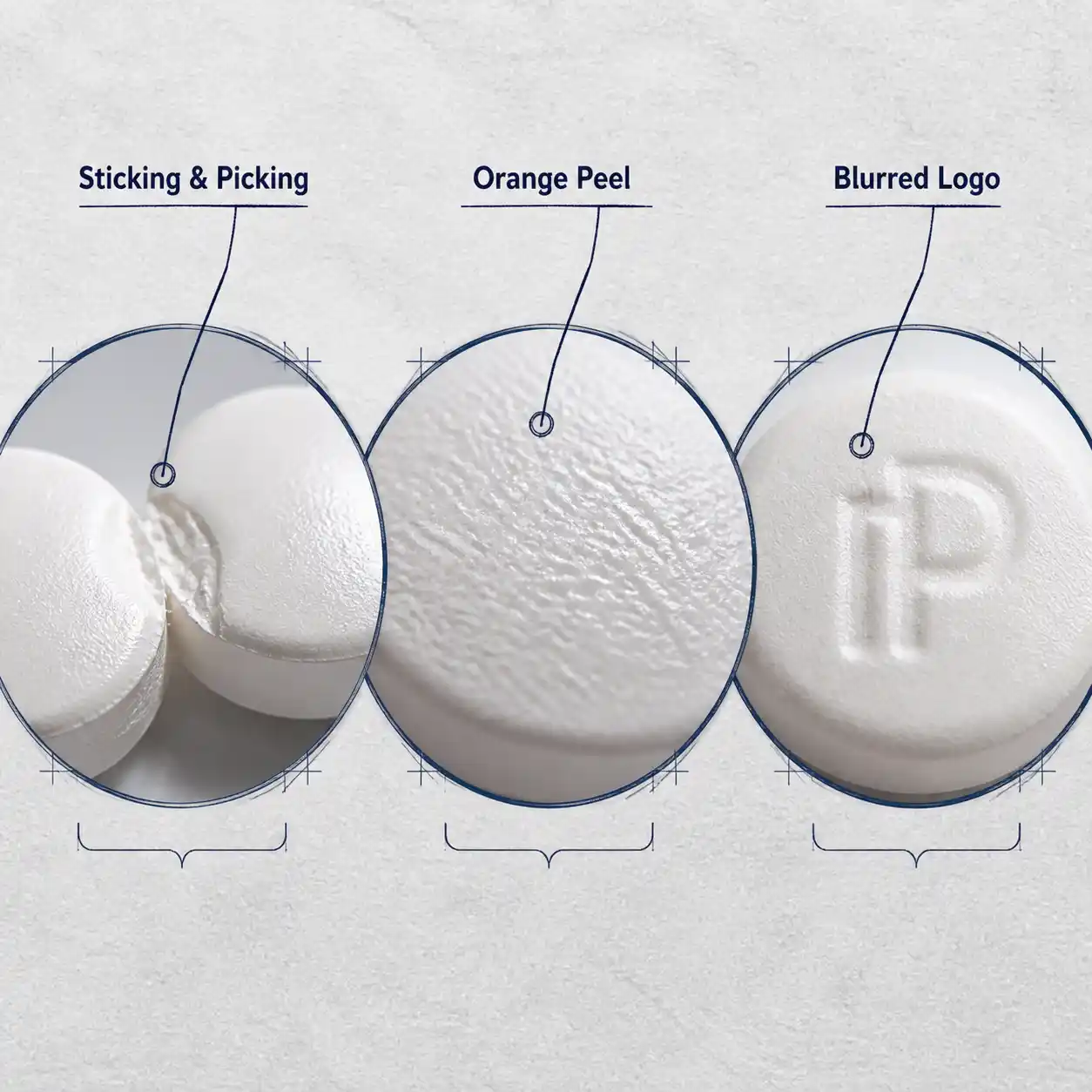
Tablet film coating is a small process step with a large influence on supplement quality. A stable coating layer can improve appearance, support taste and odor masking, help protect tablet cores from moisture, reduce friction during swallowing, and make finished tablets easier to identify. When the coating window drifts, however, the first warning signs are usually visible: sticking, orange peel, dull surfaces, or logos that lose definition. This guide explains how operators can read those symptoms and adjust tablet film coating parameters with a practical, production-focused mindset.

Why the Coating Window Matters
Tablet film coating depends on a controlled sequence: droplets are sprayed, wet the tablet surface, spread, coalesce, and dry into a continuous film. Spray rate, atomization, inlet air temperature, airflow, exhaust conditions, and pan speed all affect that sequence. If liquid input exceeds drying capacity, tablets become tacky. If drying is too aggressive, droplets may dry before they spread. If tablet movement is weak, one area of the bed receives too much coating while another receives too little.
For supplement manufacturers, the goal is not to push one setting to its maximum. The goal is to keep liquid delivery, heat transfer, airflow, and tablet movement in balance. At Shine Health, we supply coating-related products including tablet film coating materials, composite coating agents, pharmaceutical paint, colorful coating agents, and related supplement coatings for oral solid dosage forms.
Defect One Sticking and Picking
Sticking occurs when tablets adhere to one another or to the coating pan. Picking is closely related: part of the wet or partially formed film is pulled away at the contact point. In tablet film coating, these defects usually indicate that the tablet surface is staying wet for too long.
Common process triggers include:
- Spray rate that is too high for the current drying capacity
- Insufficient inlet air temperature or airflow
- Droplets that are too large because atomization is weak
- Low pan speed or poor tablet movement
- Early-stage coating conditions before a uniform film has formed
A practical response is to reduce spray rate first, then confirm whether drying capacity is adequate. Operators may also improve atomization to create finer droplets and increase pan speed slightly if tablet movement is uneven. The adjustment should be gradual. Large changes can correct sticking but create a new problem, such as roughness or color variation.
Defect Two Orange Peel and Roughness
Orange peel describes a rough, dimpled, non-glossy surface that resembles citrus skin. In tablet film coating, it often appears when droplets do not spread smoothly before drying. The surface may look dry, but the film has not formed evenly.
Typical causes include excessive drying, high coating suspension viscosity, poor atomization, uneven spray distribution, or tablet movement that does not expose the bed consistently. If the surface becomes rough shortly after increasing temperature or airflow, the process may be drying the droplets too quickly. If the pattern appears uneven across the batch, atomization, nozzle position, or pan movement should be reviewed.
Corrective actions usually focus on slowing premature drying and improving droplet behavior. Operators can reduce inlet air temperature slightly, review airflow, adjust atomization, and ensure the coating suspension remains uniform during use. For production teams using ready-to-use systems such as composite coating agents, preparation consistency is still important because suspension handling affects spray behavior.
Defect Three Poor Logo Definition
Logo definition is important for supplement branding and product identification. During tablet film coating, logos may become shallow, blurred, or bridged when the film spans across engraved areas instead of following the original tablet geometry.
The main contributors are excessive coating thickness, insufficient film adhesion in detailed areas, high viscosity, localized overwetting, uneven drying, or tablet cores with shallow imprints. A deeper, well-designed imprint gives the coating process more room to preserve the logo. A very shallow mark can disappear even when the coating process is generally stable.
To improve logo clarity, control coating weight gain, avoid unnecessary film buildup, keep spray rate steady during critical stages, and verify atomization quality. Shine Health’s pharmaceutical paint product information highlights ready-to-use formulations, ease of handling, good film adhesion, and good logo definition, which are relevant considerations when selecting coating systems for supplement tablets.
A Practical Adjustment Checklist
When tablet film coating defects appear, the most reliable method is to adjust one variable at a time and observe the tablet bed before making the next decision.
| Symptom | Likely Direction | First Practical Check |
|---|---|---|
| Sticking or picking | Too wet | Reduce spray rate and review drying airflow |
| Orange peel | Too dry or poor spreading | Review temperature, atomization, and viscosity |
| Blurred logo | Too much buildup or poor detail coating | Control coating weight and review imprint depth |
| Uneven color or gloss | Uneven exposure | Check pan speed, spray pattern, and suspension mixing |
Operators should watch the bed surface, exhaust trend, tablet movement, and spray pattern together. In tablet film coating, a stable inlet setting does not automatically mean the tablets are experiencing stable conditions. Tablet load, core porosity, core surface quality, and coating preparation can all change how the process behaves.
Formulation and Core Design Still Matter
Process settings cannot fully compensate for a weak tablet core or an unsuitable coating preparation. Smooth tablet surfaces support coating uniformity. Strong cores reduce abrasion during pan movement. Deep, clean logos improve post-coating visibility. Coating viscosity, pigment dispersion, plasticization, and film adhesion also influence the final finish.
This is why supplement manufacturers often evaluate coating systems together with core design rather than treating coating as a final cosmetic step. Shine Health’s coating agent range is presented for pharmaceutical tablets, nutraceuticals, and dietary supplements, while its broader ingredient portfolio is also relevant to buyers searching for terms such as Recommended Chinese Microcrystalline Cellulose Manufacturer, Recommended Chinese Microcrystalline Cellulose Supplier, and Recommended Chinese Resistant Dextrin Manufacturer.
Conclusion
Tablet film coating troubleshooting is mainly about restoring balance. Sticking points to excess wetness. Orange peel points to poor spreading or premature drying. Poor logo definition points to a mismatch between film buildup, film flow, and tablet imprint design. By controlling spray rate, atomization, drying air, pan movement, coating preparation, and core quality, supplement manufacturers can reduce visible defects and keep production more consistent.
For product information on coating agents, tablet film coating materials, and related supplement coating options, readers can visit www.sdshinehealth.com.
FAQs
What is the first parameter to adjust when tablets start sticking?
Spray rate is often the first practical check because it directly controls how much liquid reaches the tablet bed. If sticking continues, drying airflow, inlet temperature, atomization, and pan speed should be reviewed.
Why does orange peel appear during tablet film coating?
Orange peel usually appears when droplets do not spread properly before drying. This may result from excessive drying, high viscosity, poor atomization, or uneven tablet movement.
How can manufacturers improve logo definition after coating?
They should control coating weight gain, avoid excessive film buildup, maintain stable atomization, and use tablet cores with clear, sufficiently deep imprints.
Are ready-to-use coating systems still sensitive to process settings?
Yes. Ready-to-use systems can simplify preparation, but spray rate, drying conditions, pan speed, and suspension handling still need to be controlled during production.
Is tablet core quality important for coating performance?
Yes. Core strength, surface smoothness, porosity, and imprint design all influence coating uniformity, film adhesion, and final appearance.
References
- Shine Health. (2024). Tablet film coating materials.
- Shine Health. (2024). Composite coating agent.
- Shine Health. (2024). Pharmaceutical paint.
- Ratnaparakhi, M. P., Chaudhari, S. P., Dhage, K. E., Dhiwar, S. B., & Bhore, S. S. (2012). Optimization of coating formula and critical process parameter for aqueous film coating of tablet.
- Pandey, P., Bindra, D., & Felton, L. (2013). Influence of process parameters on tablet bed microenvironmental factors during pan coating. AAPS PharmSciTech.
- Pandey, P., Turton, R., Joshi, N., Hammerman, E., & Ergun, J. (2006). Scale-up of a pan-coating process. AAPS PharmSciTech.
- Colorcon. (n.d.). Film coating troubleshooting guide.

